
Kaizen is a Japanese term often translated as “continuous, ongoing improvement” and is an entire process that is problem-solving and people oriented. It is an action plan and a philosophy, a set of general guidelines, and an aspirational way of life. It can be applied in any area of a company.
Ever since it entered the global business lexicon in the 1980s thanks to its tremendous results in Toyota’s automobile factories, Kaizen has captured the world by storm and fired the imaginations of managers at every level of competence.
It is easier to believe that large-scale innovations are preferable over continuous improvement. However, through small changes Kaizen lays the groundwork that encourages radical innovation. An organisation that focuses on daily improvement is putting in place the mindsets and processes necessary to recognise and act on innovation. Kaizen encourages healthy habits such as curiosity, problem-solving, persistence, challenging the status quo, and workforce engagement.
There is another, measurable reason to encourage daily improvement over breakthrough innovation. While a breakthrough improvement sounds promising, it pales in comparison to compounded daily gains. Kaizen also encourages bringing in certain aesthetics to help in improvement.
Kaizen
- Nurtures an engaged, proactive workforce
- Radically improves teamwork
- Leads to better creativity
- Puts the focus back on the customer
- Increases Competitive Advantage
- Encourages local decision making and initiative
- Let’s infomation flow smoothly
At RP-Sanjiv Goenka Group, a number of our companies have implemented Kaizen to bring improvements in their operations. Through those examples, this Whitepaper aims at highlighting the benefits that a Kaizen culture can bring in an organisation and how to go about implementing it.

Continuous improvement depends on a steady flow of incoming ideas. If an organisation has created a Kaizen culture, then it can expect a steady flow of incoming ideas. Of course, the only way to gauge the effectiveness is to measure the incoming ideas, and track them over time to ensure that the employees are truly engaged in improvement.
Beginings
At Firstsource, the business process solutions company of RPSG Group, the genesis of Kaizen was during the mid 2000s through a cross-functional team that was called the ‘Idea Circle’. Ideas were discussed and the ones with merit were taken forward to the client. However, since it was not backed by proper systems and processes, even though the initiative started well, with time it fizzled out.
Centralised Platform
During 2017 – 18, Kaizen was again formally launched as ‘FirstInnovate’ – a centralised platform to generate new ideas and implement them. It is aimed at achieving desirable and sustainable outcomes for a business unit, vertical or the company as a whole, linking it to the company’s core business imperative of being innovative.
The company launched this online idea-sharing platform on their intranet.
1. Idea
Any employee across the globe can log onto the portal and share an idea
2. Supervisor
The idea flows to the immediate supervisor for approval
3. Process Quality Function Team
For Operations, the first level ideas are evaluated by a Process QFT
4. Locational Quality Function Team
These teams are responsible for ideas generated by the support teams and process them for approval
5. Global Quality Function
All breakthrough ideas of global impact are handled by the Global Function Team for evaluation and implementation
The FirstInnovate Process Flow
During 2017 – 18, Kaizen was again formally launched as ‘FirstInnovate’ – a centralised platform to generate new ideas and implement them. It is aimed at achieving desirable and sustainable outcomes for a business unit, vertical or the company as a whole, linking it to the company’s core business imperative of being innovative.
The company launched this online idea-sharing platform on their intranet.

For those without access to a computer system send in their ideas to their team leaders, for logging them into the system. There is a Quality Circle, a team that monitors the entire process, so that the ideas are taken forward through the right channels. Even the rejected ideas are logged for the second level.
Firstsource gets about 150 ideas per month on an average and they ensure that the excitement of sharing ideas is kept up through regular communication on the initiative.
Rewards & Recognition
To encourage good ideas the company has a rewards and recognition system that is measured on parameters like:
- The impact that an idea created to the company in terms of increased efficiencies
- If it brought about any cost savings
- Whether it created impact through increased customer satisfaction
- Whether it led to employee satisfaction
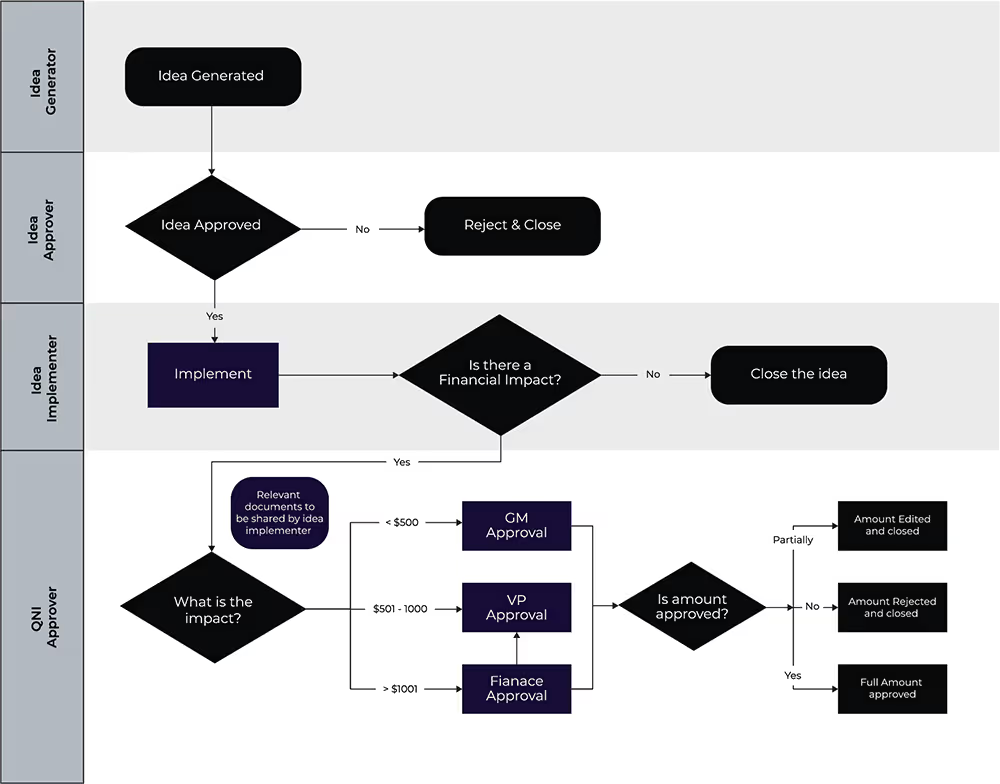
In case an idea has a financial impact, then the following is the approval process:
- Email notification is triggered to respective Business Unit’s Finance SPOC.
- The Finance team reviews the amount saved
- Finance SPOC can have a joint meeting with the idea implementation team to understand the calculation
- Finance SPOC “Approves,”“Modifies or “Rejects” the idea basis the review done
Based on the savings made, rewards are given as vantage points. The points vary on the basis of low, medium or high impact. The vantage points are converted into monetary reward. Certificates of appreciation are also given.
Vantage points are earned through FirstReward – an online Rewards and Recognition tool launched in August 2019 in partnership with Vantage Circle. The platformis used for top-down, peer-to-peer and even bottom-up recognition, it enables all Firstsourcers anywhere in the world to recognize colleagues, globally.All awards on the platform are broadly categorized under “Monetary”&“Non-Monetary” awards.
The points in the Vantage wallet are the points that are earned through monetary awards. The points from the wallet can be redeemed against different vouchers from brands available on the portal; however, they cannot be redeemed in cash. There is no expiry date to points earned.
Theme Based Ideation - Unique
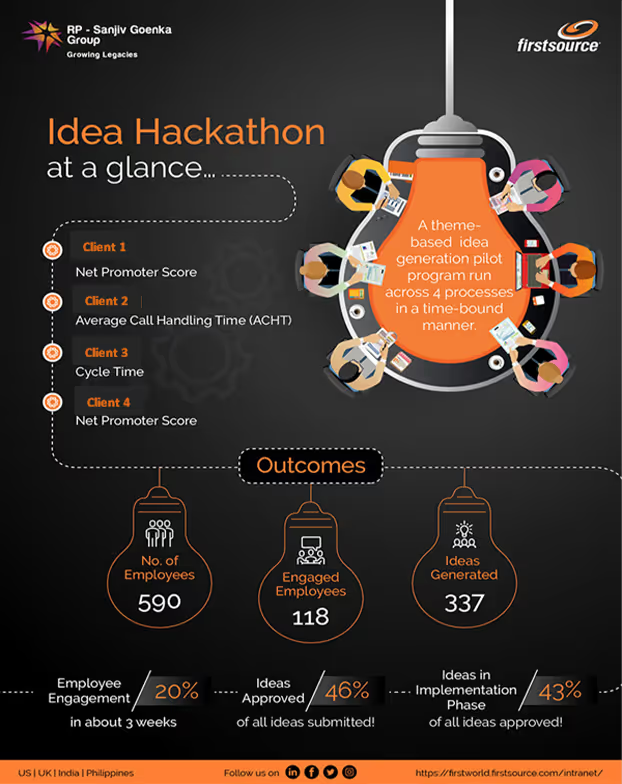
On July 15, 2021, Firstsource piloted Idea Hackathon, a theme-based ideation challenge on the FirstInnovate platform. This was a timeboxed (two weeks) ideation drive where employees were invited to offer solutions to process specific challenges. These challenges were framed by the process owners and shared with the entire team through a video message in the form of “How Might We” questions. These thought provoking questions frame the challenge / problems in a way that inspires the team to generate creative ideas. These ideas were then taken through a process of evaluation, solution design and implementation.
Examples:
- Business Challenge: Improve Net Promoter Score
How Might we question: “How might we have a customer service so good that our customers tell their mothers about it”
- FirstInnovate received 337 ideas in 2 weeks of Ideation. 149 ideas out of these 337 ideas were approved indicating that nearly 46% of ideas have the potential to be developed further. The programme achieved 20% employee engagement and evaluation time averaged at 5 days.

For Harrisons Malayalam Limited (HML), a tea and rubber plantation company, Kaizen was started with the desire of bringing in continuous improvement in the business processes. HML has changed its work culture by introducing Kaizen in its various operational processes – quality, technology, work culture, productivity, efficiency and leadership.
They have brought about interesting transformations in the day-to-day field operations, factory operations and offices in the last one year.
Every employee at HML has been encouraged by the senior management to come up with innovative suggestions. The idea-sharing is not a one-time, monthly or yearly exercise, but something that is practised regularly and presented every quarter. In response, they have been continuously receiving a large number of suggestions from team members.
The Methodology of the Idea Generation Process at Harrisons Malayalam Limited (HML)
Each employee suggests a minimum of one idea per quarter. So, in a quarter, the company receives about 200 new ideas. The supervisors in the plantations are entrusted with the responsibility of ensuring that the plantation workers, who do not have access to computers, are able to share their ideas offline. When an idea is shared, it is moved around and different opinions are taken, discussed and debated among the teams.
The company encourages new ideas and suggestions enthusiastically, as quite often these new ideas become solutions to sticky problems. In case they have to reject an idea or decide not to implement a plan, the company provides adequate explanation to the idea generator, so that the enthusiasm and creativity of the employees are not lost.
Ideas are encouraged from every aspect of operations, for example:
- Improving one's work or the working environment
- Saving energy, materials, and other resources
- Bringing improvement in tools, machines and processes
- Enhancing product quality
- Developing new products
- Introducing new training and development programmes
- Making remote working more productive
- Improving customer service
Steps of Sharing Ideas
- An employee shares an idea or suggestion for improvement, either over email or offline, and discusses it with his/her supervisor.
- The supervisor reviews the idea along with the head of the department and in case the idea concerns another department, then the head of that department and other concerned team members for understanding the bottlenecks.
- In the next phase, the plausible solutions for the bottlenecks are discussed along with the employee who gave the idea, the supervisor and the heads of the concerned departments and other team members.
- Once an idea is liked by the concerned department and the executive committee consisting the CEO, HR Head, Finance Head and Quality Head, the costing for the execution is worked out and short term and long term benefits are looked into. Expenses which are considered impractical at that moment, but might be feasible later, are kept on hold for another time.
- Trial runs, if possible, are done with a small sample size to understand the efficacy of the idea.
- Once an idea has been evaluated and accepted by all concerned, the expenditure is approved by the Finance Head.
- The implementable ideas are executed by the department(s) to whom the idea is given to.
- The team is encouraged to record their observations and insights during the implementation of the idea for discussion during the team meeting every quarter.
- As a part of the performance appraisal process, BBSC (Balance Business Scorecard), marks are accorded for generation of relevant ideas every quarter.
- If the execution does not give the desired results, the initiative is not discarded; rather improvements on it are encouraged. Executable ideas are given due credit during performance appraisals.
Ideas during the Pandemic Lockdown Period
Kaizen took on greater urgency during the COVID-19 pandemic, and excellent initiatives came out from the suggestions received. Even during the lockdown period, while most employees were away from office, HML was still able to generate ideas collaboratively, and undertook several initiatives that helped them solve complex problems.
Some of the innovative initiatives included:
- Saving fuel trees in the estate as firewood in the factory
- Arranging vendor financing with the Company’s influence
- Introducing online training to the plantation workers
- Saving working hours per man-day
- Reducing plastic waste
Examples of Kaizen implementation at HML
- Reducing Waste: Freshly harvested tea leaves are transported using nylon bags in most tea plantations. These are discarded after they get worn out or torn. Similarly the shears used for harvesting has a cover for its tray to hold the harvested leaf. These covers, which are stitched using nylon nets, also need to be replaced from time to time when they get worn out. The idea of reusing the discarded green leaf bags turned out brilliant as these were earlier thrown away with no further use. HML was able to make shear covers using these bags at less than Rs. 10 per piece than what they used to spend earlier as the material is free of cost. In addition to this, they have been able to reduce accumulation of plastic waste leading to a greener environment.
- Increasing the temperature of the tea dryer: HML was facing a problem due to the reduced temperature of the ECP (Endless Chain Pressure) dryer, which helps to dry the tea leaves. Because of this the tea leaves were taking more time to dry, which was resulting in lower output.
The ECP dryer, under the trade mark Sirocco, manufactured by Davidson & Co Ltd, Belfast, Ireland, is almost 100 years old. The efficiency improvement was a real challenge and the solution was obtained through a simple innovative idea. One of the ideas received through Kaizen was enhancing the temperature of the dryer from 105 to 110 degree centigrade, by covering the radiator area to prevent atmospheric moisture which was reducing the temperature. Following this, the ECP output increased from 180 to 200 kg per hour. It also saved 30 minutes’ drying time on an average per day. Following the implementation of this simple yet innovative idea resulted in a total savings of approximately Rs. 1200/- per day and Rs. 3,60,000/- per year.
Rewards & Recognition
All employees who share ideas that have been selected for implementation are called ‘Silver Stars’ and are eligible for a reward at the Quarterly Communication Meeting. The Operations Head or the Heads of Departments send reports to the HR Head every quarter recommending the Silver Stars. The award consists of cash prizes up to Rs 3000 and letters of appreciation from the Chief Executive or Executive Director.
PCBL, the carbon-black manufacturing company of RP-Sanjiv Goenka Group, believes in continuous improvement of its processes to bring in excellence in all the areas of its operations.
PCBL has a multi-tier system in place to ensure continuous improvement.
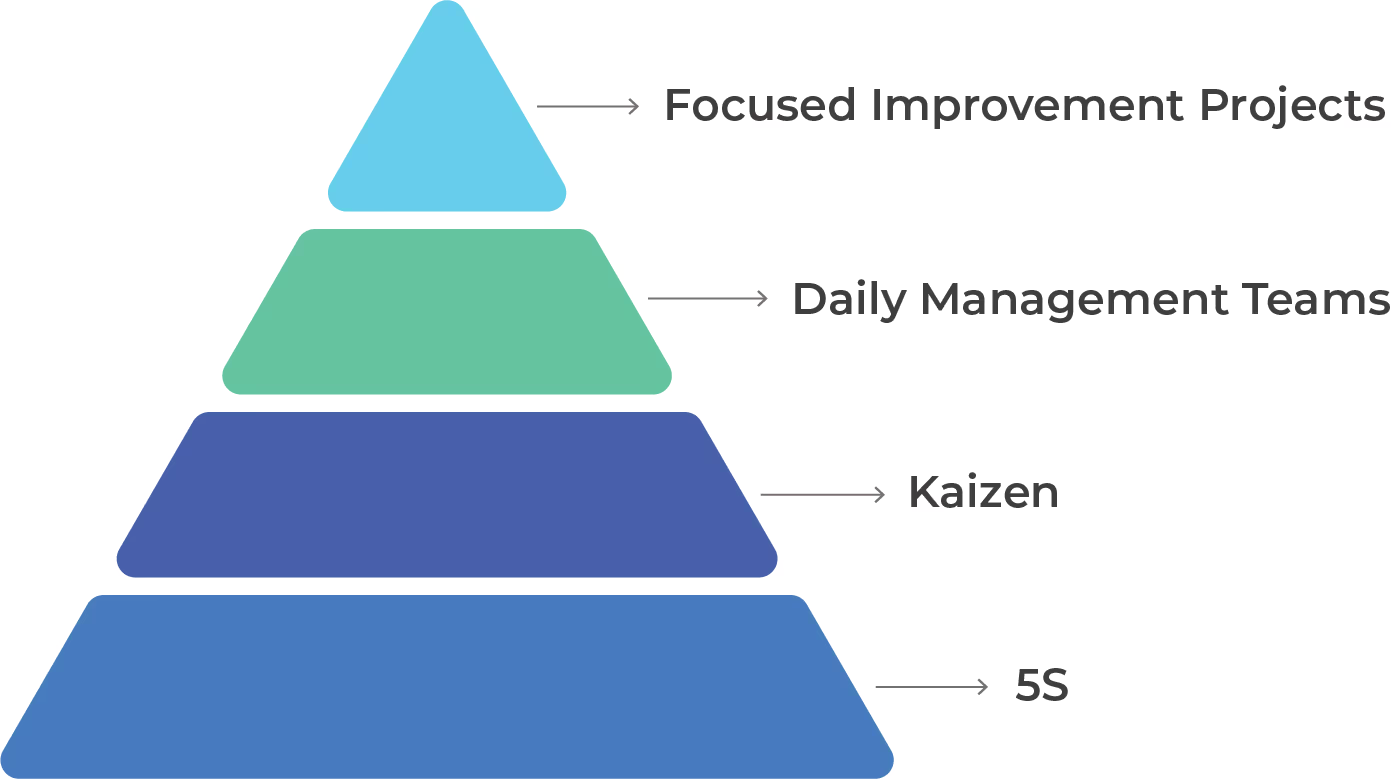
1. In the bottom of the pyramid is 5S
A visual management and improvement system for organising spaces, so work can be performed efficiently, effectively, and safely. This system focuses on putting everything where it belongs and keeping the workplace clean, which makes it easier for people to do their jobs without wasting time or risking injury.
The term 5S comes from five Japanese words: Seiri, Seiton, Seiso, Seiketsu, Shitsuke. In English, these words are often translated to: Sort, Set in Order, Shine, Standardise, Sustain. Each S represents one part of a five-step process that can improve the overall function of a business.
- The first step of 5S, Sort, involves going through all the tools, furniture, materials, equipment, etc. in a work area to determine what needs to be present and what can be removed. A workspace might be better off without unnecessary items or items used infrequently. These things can get in the way or take up space.
- The second step is Set in Order. Once the extra clutter is gone, it’s easier to see what’s what. Now work groups can come up with their own strategies for sorting through the remaining items. When a group has determined that some items are not necessary, they can (i) give the items to a different department, (ii) recycle, throw away or sell the items, (iii) put the items into storage.
- The fourth stage, Standardise, makes 5S different from the typical spring-cleaning project. Standardise systematises everything that just happened and turns one-time efforts into habits. Standardise assigns regular tasks, creates schedules, and posts instructions so these activities become routines. It makes standard operating procedures for 5S so that orderliness doesn’t fall by the wayside.
- Once standard procedures for 5S are in place, businesses must perform the ongoing work of maintaining those procedures and updating them as necessary. The fifth stage, Sustain, refers to the process of keeping 5S running smoothly, but also of keeping everyone in the organisation involved. Sustain is about making 5S a long-term program, not just an event or short-term project.
- At PCBL, 5S is a part of the organisations culture. When 5S is sustained over time, that’s when businesses start to notice continuous positive results. PCBL also includes Safety in their 5S programme. The Safety step involves focusing on what can be done to eliminate risks in work processes by arranging things in certain ways.
2. In the second tier -PCBL has Kaizen
Small improvements that can make the workplace better. For example, a particular sensor in the conveyor belt is malfunctioning. Maybe a slight position change of the sensor can make it work effectively and the operation can be smoothened. These sorts of small improvements are categorised under Kaizen.
3. In the next level - PCBL has Daily Management Teams or DMTs.
This is a concept that is used to deal with day-to-day operational problems that can affect productivity, yield, downtime, plant availability. DMTs are required to do some amount of data analysis using the Seven Quality Control (7QC) Tools that include Fish Bone Diagrams, Check sheets, Control Charts, Histograms, Pareto Charts, Scatter Diagrams and Flow Diagrams, to better understand a problem and develop solutions. PCBL has various DMTs, and an entire location has been divided into 5 or 6 cross functional teams. All these teams work in groups to solve problems in a particular area. They have their assigned areas – for example a logistics team will work on problems in logistics.
4. On the top of the pyramid, there are Focussed Improvement Projects
These are projects which are undertaken as a specific business requirement and are driven by the top management. While reviewing the KPIs of a particular location, a business leader can identify certain problem areas and initiate a Focused Improvement Project there. Looking at the previous performance records, a baseline is calculated and targets for the improvement projects are set accordingly. The core methodology of DMAIC (Define-Measure-Analyse-Improve-Control) and CFTs (Cross-Functional Teams) are deployed, which provide a standard framework to perform improvement projects within a stipulated time frame.

Enhancing productivity and quality to gain competitive advantage has always been a primary goal for a manufacturer.
The Genesis of Kaizen at CESC
Enhancing productivity and quality to gain competitive advantage has always been a primary goal at CESC. The importance and need for quality has been an integral part of the company. In line with the evolving global practices, it has continually upgraded its systems and processes by focussing on the right quality practices.
To promote organisation-wide awareness on quality, in 1999 CESC reinforced its quality journey with a focus on improvements through Kaizen and improving housekeeping standards at workplace. Kaizen Contest and Housekeeping Contest were introduced as an annual event to recognize the contribution of employees who have contributed towards improved workplace conditions. The winners are felicitated on the Quality Day, introduced 22 years ago, barely few years after its inception by United Nations.
In 2015, Business Excellence & Quality (BE&Q) Department was formed with a focused approach to institutionalise Kaizen as a way of life in CESC and to reinforce the quality practices at the workplace on an ongoing basis as one of its objectives. It focuses on training and development of the its people to develop a mindset for recognising a problem and derive the root causes along with developing solution propositions that can improve the workplace and can accomplished at little or no cost and without dependency on any sophisticated techniques.
The Kaizen System at CESC
The entire Kaizen System at CESC consists of Kaizen – that focuses on small improvements in the workplace, and 5S – that focuses on workplace organisation.
To make it simpler to understand, CESC differentiates ‘Suggestion’ from ‘Kaizen.’ Suggestion is a proposal or an idea or a plan that is up for consideration, while a Kaizen is an implementable solution resolving “small day to day problems” through improvement. To elucidate this, solving any problem arising out of any deviation of practice is not Kaizen. But any improvement made to reduce the occurrence of deviation of practices is a Kaizen. The number of Kaizens is an indicator of degree of individual involvement which collectively can create a big organisational impact.
Revisiting the Objectives for Promoting Kaizen at CESC
- Uniform and common understanding of the concept and definition of Kaizen for CESC.
- Provide the necessary tools and methodologies for appropriate application for improvement.
- Structured and transparent evaluation of the “problem to solution process” to reduce subjectivity.
- Common framework and uniform documentation practice to facilitate understanding the maturity of the improvements made.
- Organisational repository of improvements and learning for replication.
- Shift of mindset from event-based approach to round-the-year practice.
- Target to reach at least one Kaizen per employee per year in next 5 years, starting from FY 19-20.
The Kaizen Contest
CESC encourages Kaizen through an annual event in the form of a contest to award the implemented Kaizen. Having started in 1998, in 2019 CESC marked its 21st Kaizen Contest.
The Kaizen Contest is usually announced during November every year. To participate in the contest, the applicants have to fill-up a Kaizen form and submit to the BE&Q department after approval from the respective functional / reporting Manager. The contest is open for everyone working at CESC. The company has been focussing its attention on qualitative as well as quantitative growth of Kaizen.
A team of Kaizen Coordinators, nominated from participating functions, help to evaluate the applications. To eliminate bias, each Kaizen application is evaluated by two coordinators – a departmental coordinator, who has thorough understanding of the domain, and a non-departmental coordinator, evaluating jointly the quality and maturity of Kaizen discipline followed for the improvement achieved.
In addition to the assigned responsibility of the department, the Kaizen Coordinators’ roles include encouraging employees to trigger critical thinking to find out the root causes of any problem and supporting creative thinking to adopt appropriate solution propositions before diving into implementation.
The organisational communication for the contest along with the Rules for the contest including the evaluation criteria are done centrally by BE&Q department, followed by subsequent promotions are through e-mailers, posters at various locations and employee kiosks to encourage higher levels of participation.
Rewards & Recognition
There are 3 levels of rewards and recognition at individual level of participation:
- All the Kaizens pass through the first stage evaluation done by a team of two Kaizen evaluators and receive a Certificate of Participation.
- Based on a cut-off score as decided by the second stage evaluators (in the rank of General Manager and above), selected Kaizens are evaluated at stage two, out of which the top 10% of the top scoring Kaizens are chosen as “winners” of the contest. The winners receive a Gift Voucher, Memento and Certificate of Recognition.
- The remaining Kaizens in stage two that qualified for the second stage of evaluation but did not win, receive Certificates of Appreciation and a Memento.
NOTE:
- To boost the involvement of the departments in driving the Kaizen movement through higher levels of individual participation, from FY 2018-19, a ‘Star Award’ scheme has been introduced to appreciate the hi-performing Kaizen units in respect of both qualitative and quantitative contribution from the applicants. This is expected to increase the number of Kaizens and also improve the quality of Kaizens as well.
- CESC also has a similar ‘Workplace Organisation Contest’ in place and since inception of the BE&Q department, the focus is shifted from the erstwhile “Housekeeping” concept to the standard 5S concept & discipline. The assessments of the contesting sites are done on the basis of 5S- Audit checklist to appropriately evaluate all the applicant sites through the same evaluation process.
Going Online
CESC is now working towards launching an online Kaizen Module to promote easier means of capturing the Kaizens and improve the Kaizen Management process. This will also play a vital role in accelerating the Kaizen movement as a part of daily management exercise over and above the annualised contest.

Haldia Energy Limited (HEL), a 2X 300 MW thermal power plant, has always strived towards being innovative since its inception. The company has always tried its best to go the extra mile to get something new out of the existing. The Kaizen evolution has given the company an avenue to look at the processes with a different perspective.
The Kaizen Drive at HEL
1. Quarterly Meet
Every quarter, a Kaizen Committee meeting is called. This committee consists of representatives from each department. Each member presents ideas of Kaizen from their respective departments, which are submitted by the people working in those departments.
2. Selection and Implementation
Kaizen are judged and shortlisted based on the following criteria:
- Financial
- Environmental
- Process Implementation
- Safety
The approved Kaizen are implemented and showcased all across the Plant.
Impact made by Kaizen at HEL:
Financial: There has been considerable financial impact through Kaizen. For example - In the Demineralisation of water (DM water) plant, recycling of 2.5, 0.5 and 25 micron filters, after chemical cleaning, has resulted in a yearly savings of Rs 50,000.
Behavioural: Kaizen has helped to create a sense of ownership even amongst the Contractor’s workmen. It inculcated an outlook towards being innovative and creative. For instance, foot-operated hand sanitizer machines were made by the contractual workmen using recycled items in the CHP (Coal Handling Plant). Lamps were made from recycled air suction filters that enhanced the aesthetics of the Admin building.
Environmental: Kaizen implementations made a positive environmental impact. Example, re-usage of paper rolls in the DM plant after analytical use helped in saving paper.
Safety: Kaizen also improved the existing methods of work and made the workplace safer. Example - In the BTG (Boiler, Turbine, Generator) area, where mobile phones cannot be used due to the risk of flammability while hydrogen is being filled, a simple hose pipe is used for communication between 0 meter level and 6 meter level.
Rewards & Recognition
At the end of the financial year, all approved Kaizen are presented to the HR Committee that is represented by all the Heads of Departments. ‘Top Ten Champion Kaizen’ of the year are shortlisted. The contributors of the ‘Champion Kaizen’ are felicitated in a formal gathering in presence of the management of HEL.
5S at HEL
5S – A Place for Everything and Everything in its Place
In order to implement 5S in the plant, store and office building in a better way, HEL has re-organised its total working area into nine zones:
- BOILER & LDO
- TURBINE & CAS & DG
- ESP & AHS
- 400 KV & 33 KV, TRANSFORMER YARD, INTAKE
- FHP-1-CONV 7A/B to BUNKER
- FHP-2- WT to TP-7
- PLANT WATER SYSTEM-PWS
- STORES & SCRAPYARD
- ADMIN, TECH, SECURITY OFFICE & CANTEEN & STP.
Out of the above-mentioned nine zones, seven zones fall under the plant category and two zones fall under the stores and office premises. All the nine zones have a ‘Zonal Champion,’ who is in-charge of the zone, along with team members. The zones are guided by the APEX Committee that consists of the Senior Management, HODs, and 5S coordinators.
The team members in each of the above zones under a ‘Zonal Champion’ are empowered to plan and work in their 5S areas independently. The ‘Zonal Champion’ ensures the completion of the 5S training for his Zonal team members and also forms a communication channel for ‘Red Tagging’ in each of the zones. Red tags are used during the ‘Sort’ phase of 5S to identify items in the work area whose immediate uses or needs are unclear.
The APEX committee encourages the ‘Zonal Champions’ to work towards generating new ideas through participation, personal relationship building, ownership development, and giving assignments to the team members. The overall goals of the 5S are to reduce time and better management of spaces, processes and documents.
An Instance of the impact of 5S in HEL site

Some Kaizen Implementations Across the World

Toyota
The Japanese automotive manufacturer is one of the most famous companies using Kaizen and they have been instrumental in making this method known and proving that its results are measurable, and extremely effective. Toyota has used Kaizen for decades and has taken advantage of its principles across the organization.

Ford Motor Company
While Toyota may be the most famous car manufacturer to use Kaizen, they are by no means the only ones. Ford adopted the Kaizen philosophy since Alan Mulally was appointed CEO in 2006 and under the leadership of Mark Fields they continued using the same principles that helped them gain an advantage in the automobile industry. Ford decided to focus on implementing practices that allow them to make their processes more efficient and finding ways to reduce time and taking corrective measures to ensure that every single time a process is repeated, it is done in a more efficient manner than before.

Nestlé
Nestlé is a great example of how Kaizen can be used across different industries, including the food processing industry. Lean production has been an aspect of Kaizen that Nestlé has taken seriously and they have made great improvements in minimising wastage by reducing time and materials wasted in their production process. Lean production is focused on finding ways to not only reduce waste, but also finding methods to best utilise the available space, resources, talent and technology that the company has.
The Mayo Clinic
The Mayo Clinic is a healthcare and medical research group that decided to follow the lead of Toyota by closely studying how Kaizen was able to help such a complex manufacturing operation to improve their practices. The healthcare industry is very complex with many dynamic aspects to it that can be benefited by Kaizen – doctors’ appointments, waiting time, handling of patient records etc. Kaizen has made Mayo Clinic very efficient, along with many other healthcare organisations across the world.
Points to remember for a Kaizen implementation:
The evaluation metrics of a Kaizen will vary depending on the area of the organisation which is innovating. They might include:
- ROI metrics, which address resource investments and financial returns. These metrics help recognise and justify the value of an innovative initiative and the organization’s overall investment in innovation.
- Organisational capability metrics, focusing on the infrastructure and process of innovation, can help projects build repeatable approaches to innovation.
- Leadership metrics focus on the behaviours that senior managers must exhibit to support an organisation’s culture of innovation.
Once relevant metrics are in place, it is important to regularly check in to analyse how the innovation is meeting project goals. The PDCA cycle (Plan, Do, Check, Adjust) can be used to drive progress and gauge success. Here’s how each step works:
- Plan: Set targets and establish the key performance indicators that allow measuring the plan’s success. The objectives set should be SMART (specific, measurable, achievable, relevant, time-bound).
- Do: Execute the measures defined.
- Check: While the plan is in motion, the process performance and results need to be verified. This is where metrics come into play. A dashboard report can be applied to help track and follow-up on the process performance.
- Adjust: It is important to standardise successes, learn from the project failures and identify gaps for the next plan.
Some suggested metrics for tracking Kaizen efficacy on a monthly basis. These KPIs will tell if the productivity is increasing:
- Number of improvement suggestions submitted by workers
- Number of improvement suggestions implemented
- Number of improvement initiatives completed
- Average time to complete improvement initiatives
Key Takeaways
- Kaizen is a low-cost strategy that increases productivity by involving employees to help eliminate non-essential steps.
- Kaizen is not just a strategy: it is a mindset. It must be practised by the head of the company or department and practised in a way that provides examples for the employees.
- Communication is essential to build a creative workplace.
- Employees are in charge of the day-to-day work that presents the most opportunities for improvement. So, employees can very effectively provide ideas. Every employee and leaders in the company should stay on the lookout for possible ways to improve working processes.
- Turning solutions into standards also empowers employees. Knowing that their ideas can be implemented to help improve their workplace, will give them a stronger sense of commitment to their jobs. Also it makes a powerful impact on the efficiency levels of the company.
- People tend to rise to the occasion when they know that someone truly believes in them. When they find that the organization is counting on them to achieve success, they will find it motivating to act.
- Good ideas, as well as not so good ones, can be turned into great ones. Most people can do this reasonably well if they put in the time and effort that is required to think differently.
For more information, please contact:
CESC
Sudipta Kumar Laha
sudipta.laha@rpsg.in
FSL
Bhupendra Gupta
Bhupendra.Guptafirstsource.com
HEL
Bodhaditya Mukherjee
bodhaditya.mukherjee@rpsg.in
HML
Anil George
anilgeorge@harrisonsmalayalam.com
PCBL
Soumyendra Mohan Lahiri
soumyendra.lahiri@rpsg.in







